

CNCミラースパークマシン
パラメータテーブル
能力パラメータテーブル
| アイテム | ユニット | 価値 |
| テーブルサイズ(長さ×幅) | mm | 700×400 |
| 処理液タンク内寸(長さ×幅×高さ) | mm | 1150×660×435 |
| 液面調整範囲 | mm | 110~300 |
| 処理液タンクの最大容量 | l | 235 |
| X、Y、Z軸移動 | mm | 450×350×300 |
| 最大電極重量 | kg | 50 |
| 最大ワークサイズ | mm | 900×600×300 |
| 最大ワーク重量 | kg | 400 |
| 作業台から電極ヘッドまでの最小距離から最大距離 | mm | 330~600 |
| 位置決め精度(JIS規格) | μm | 5μm/100mm |
| 繰り返し位置決め精度(JIS規格) | μm | 2μm |
| 工作機械の全体寸法(長さ×幅×高さ) | mm | 1400×1600×2340 |
| 機械重量(約)(長さ×幅×高さ) | kg | 2350 |
| 外形寸法(長さ×幅×高さ) | mm | 1560×1450×2300 |
| 貯留層容積 | l | 600 |
| 加工液のろ過方法 | A | 交換可能な紙コアフィルター |
| 最大加工電流 | kW | 50 |
| 総入力電力 | kW | 9 |
| 入力電圧 | V | 380V |
| 最適表面粗さ(Ra) | μm | 0.1μm |
| 最小電極損失 | - | 0.10% |
| 標準プロセス | 銅/鋼、マイクロ銅/鋼、グラファイト/鋼、鋼タングステン/鋼、マイクロ銅タングステン/鋼、鋼/鋼、銅タングステン/硬質合金、銅/アルミニウム、グラファイト/耐熱合金、グラファイト/チタン、銅/銅 | |
| 補間法 | 直線、弧、螺旋、竹銃 | |
| さまざまな補償 | 各軸ごとにステップエラー補正とギャップ補正が実行される | |
| 制御軸の最大数 | 3軸3リンケージ(標準)、4軸4リンケージ(オプション) | |
| さまざまな決議 | μm | 0.41 |
| 最小駆動ユニット | - | タッチスクリーン、Uディスク |
| 入力方法 | - | RS-232 |
| 表示モード | - | 15インチLCD(TET*LCD) |
| 手動制御ボックス | - | 標準インチング(多段切替)、補助A0~A3 |
| 位置コマンドモード | - | 絶対値と増分値の両方 |
サンプル紹介
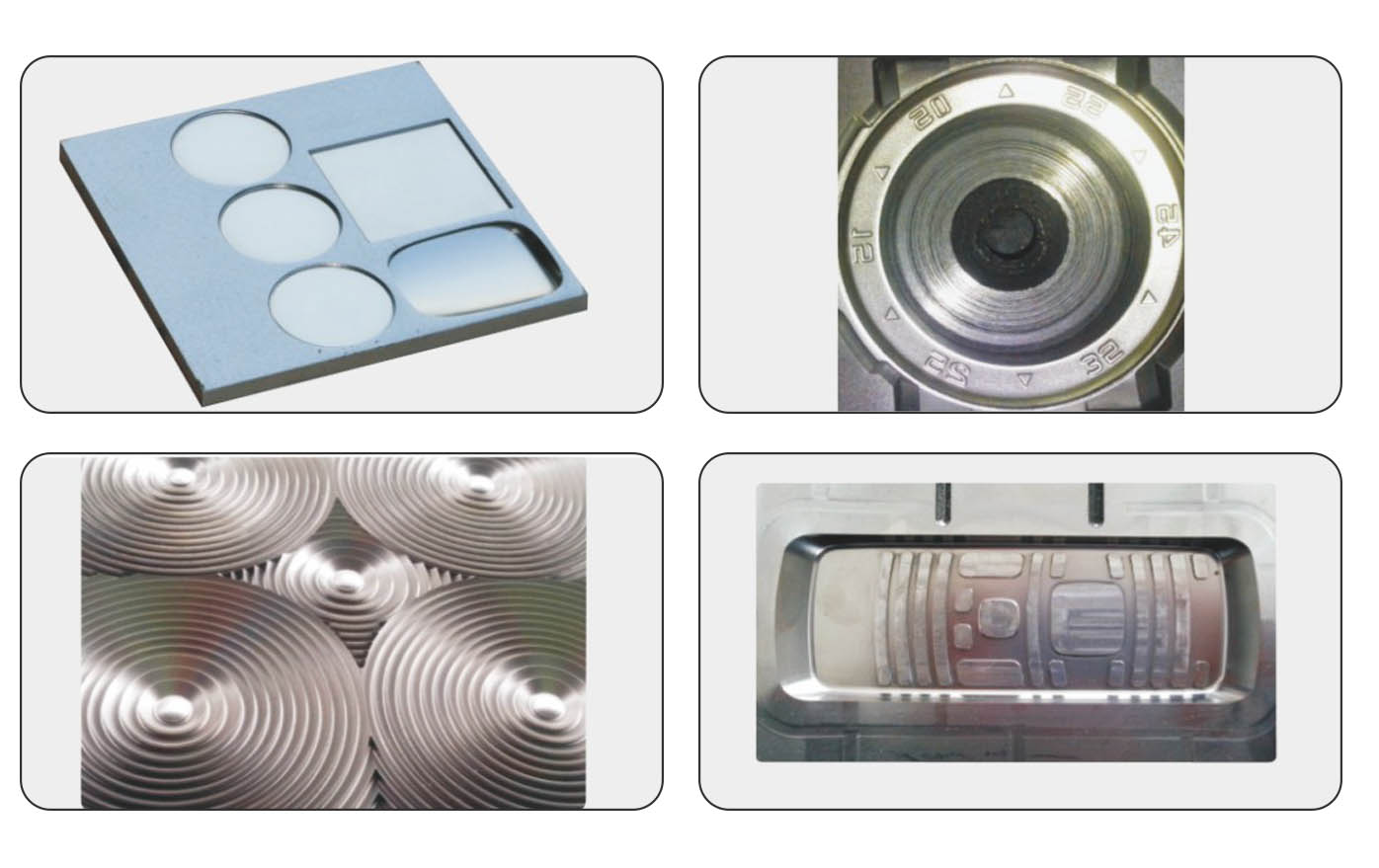
総合加工例(鏡面仕上げ)
| 例 | 機械モデル | 材料 | サイズ | 表面粗さ | 処理特性 | 処理時間 |
| 鏡面仕上げ | A45 | 銅 – S136(輸入品) | 30 x 40 mm(曲面サンプル) | Ra≤0.4μm | 高硬度、高光沢 | 5時間30分(曲線サンプル) |
時計ケースの金型
| 例 | 機械モデル | 材料 | サイズ | 表面粗さ | 処理特性 | 処理時間 |
| 時計ケースの金型 | A45 | 銅 – S136硬化 | 40×40mm | Ra≤1.6μm | 均一な質感 | 4時間 |
カミソリ刃型
| 例 | 機械モデル | 材料 | サイズ | 表面粗さ | 処理特性 | 処理時間 |
| カミソリ刃型 | A45 | 銅 – NAK80 | 50×50mm | Ra≤0.4μm | 高硬度、均一な質感 | 7時間 |
電話ケース金型(混合粉末加工)
| 例 | 機械モデル | 材料 | サイズ | 表面粗さ | 処理特性 | 処理時間 |
| 電話ケースの型 | A45 | 銅 – NAK80 | 130 x 60 mm | Ra≤0.6μm | 高硬度、均一な質感 | 8時間 |
ここにメッセージを書いて送信してください



